Wärmebehandlung von Metallen
Abschrecken: Erhitzen der Oberfläche oder des gesamten Körpers von Metallteilen wie Zahnrädern, Lagern und Werkzeugen, gefolgt von schnellem Abkühlen, um die Härte und Verschleißfestigkeit zu erhöhen (z. B. Oberflächenabschrecken von Getriebezahnrädern in Kraftfahrzeugen).
Glühen: Erhitzen und langsames Abkühlen kaltverformter Metallwerkstücke, um innere Spannungen zu beseitigen und die Plastizität zu verbessern (z. B. Glühen von kaltgewalzten Stahlblechen).
Anlassen: Erneutes Erwärmen nach dem Abschrecken, um die Härte anzupassen und die Sprödigkeit zu verringern (z. B. Anlassen von Werkzeugstahl nach dem Abschrecken).
Normalisieren: Erhitzen und anschließendes Abkühlen an der Luft, um die Körner zu verfeinern und die Struktur des Werkstücks gleichmäßig zu machen (z. B. Normalisieren von Gussteilen).
Metallverbindung und -umformung
Schweißen: Lokales Erhitzen der Kontaktflächen von Metallwerkstücken, um sie zu schmelzen und zu verbinden (z. B. Löten von Kupfer-Aluminium-Rohren, Schweißen von Drahtklemmen).
Heißmontage/-demontage: Ausnutzung der thermischen Ausdehnungs- und Kontraktionseigenschaften von Metallen, Erhitzen von Teilen wie Lagern und Zahnrädern, um sie auszudehnen und so die Montage auf Wellen zu erleichtern; oder Erhitzen von verrosteten Schrauben und Muttern, um sie für eine einfachere Demontage zu lösen.
Schmieden und Warmstauchen: Erhitzen von Metallblöcken bis sie plastisch sind und anschließend durch Schmieden geformt werden (z. B. Warmstauchen von Bolzen und Nieten).
Lokale Wärmebehandlung
Beschichtungs-/Rostentfernung: Erhitzen der Metalloberfläche, um Farbe, Beschichtungen aufzuweichen oder Rostschichten zu lösen, damit die Reinigung erleichtert wird (z. B. Oberflächenbehandlung bei der Renovierung alter Geräte).
Auftauen und Vorwärmen: Erhitzen gefrorener Metallteile, um sie aufzutauen, oder Vorwärmen von Werkstücken vor dem Schweißen, um Risse zu vermeiden (z. B. Vorwärmen von Rohren zum Schweißen in Umgebungen mit niedrigen Temperaturen).
Lokales Richten: Erhitzen der verformten Teile von Metallkomponenten und Anwenden einer externen Kraft zum Richten (z. B. lokale Biegekorrektur mechanischer Teile).
Erwärmung spezieller Materialien
Erhitzen leitfähiger Materialien (wie Graphit und bestimmte Halbleitermaterialien) für Experimente oder bestimmte Prozesse (z. B. Vorwärmen von Graphitformen).
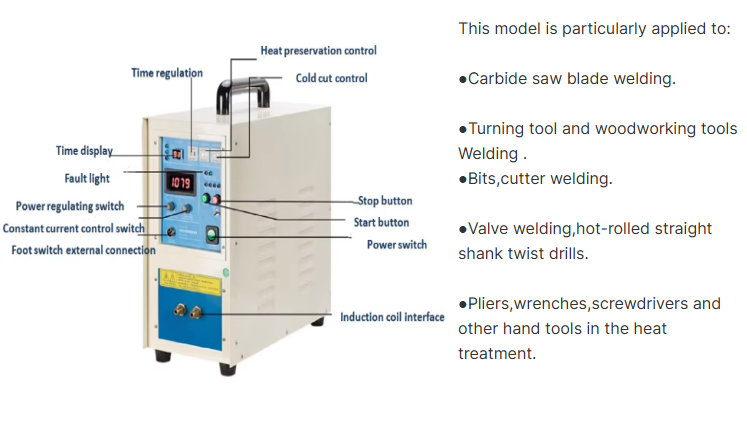
Grundlegende Zusammensetzung der Ausrüstung
Handgeführte Heizgeräte mit Heizspirale bestehen in der Regel aus drei Kernkomponenten, die zusammenarbeiten, um die Heizfunktion zu erreichen:
Host (Stromversorgungsmodul)
Als "Stromquelle" des Geräts ist es für die Umwandlung von kommunalem Strom (Wechselstrom) in hochfrequenten Wechselstrom verantwortlich. Der Host enthält normalerweise Komponenten wie Gleichrichter, Wechselrichter und Resonanzkondensatoren und kann die Ausgangsleistung (im Allgemeinen im Bereich von mehreren hundert Watt bis zu mehreren Kilowatt) und die Frequenz (üblicherweise 10 kHz – 400 kHz) entsprechend dem Heizbedarf anpassen.
Handheizspule
Es ist der Teil, der direkt auf das zu erhitzende Objekt einwirkt. Es hat verschiedene Formen (z. B. kreisförmig, hufeisenförmig, flach usw.) und kann je nach Form des Werkstücks flexibel ausgetauscht werden. Die Spule besteht aus hochtemperaturbeständigen isolierten Drähten (z. B. mit Keramik oder Kieselgel beschichteten Kupferdrähten). Wenn hochfrequenter Wechselstrom durch die Spule fließt, erzeugt er um sie herum ein hochfrequentes magnetisches Wechselfeld.
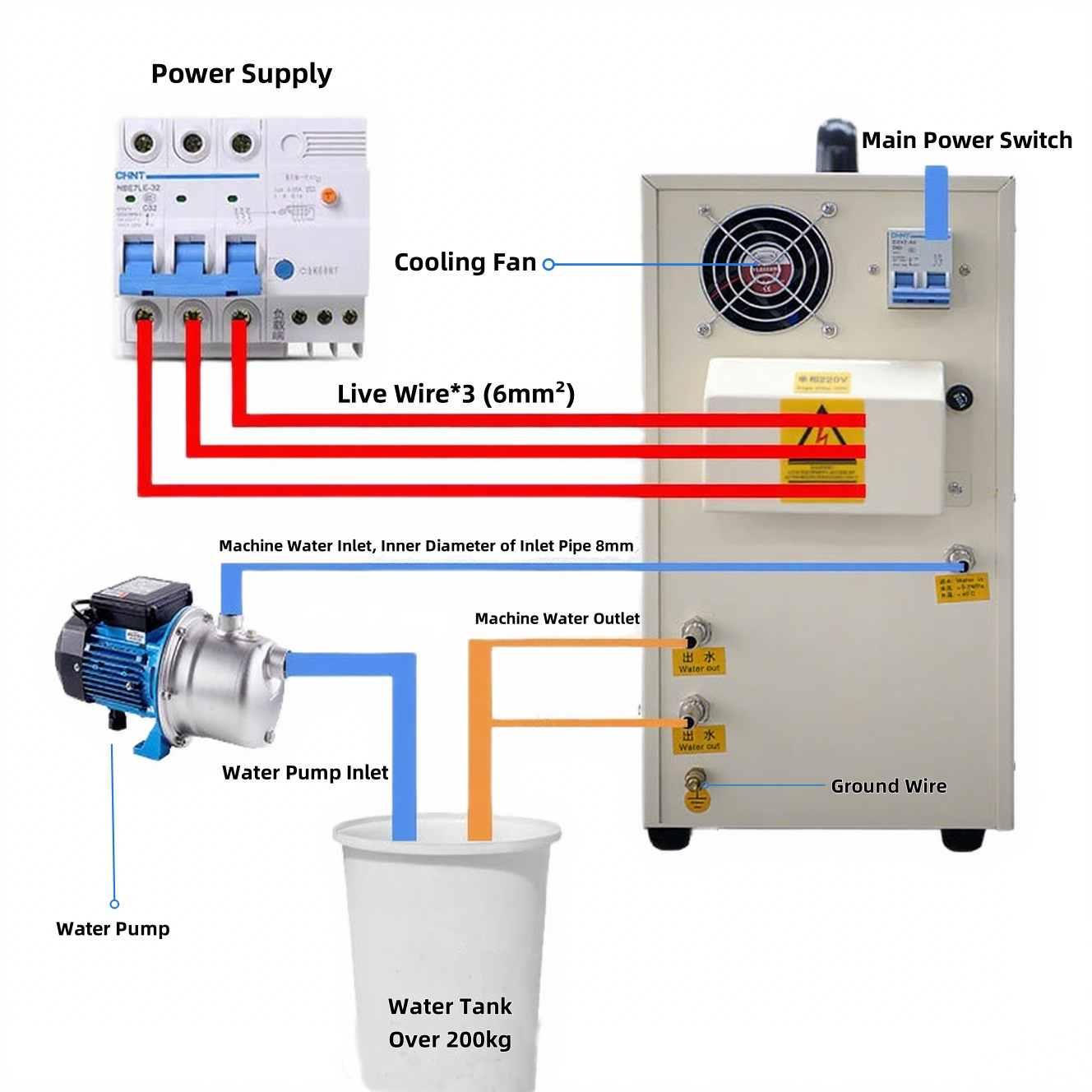
Anschlusskabel
Es dient zur Verbindung des Hosts mit der Handheld-Spule. Es enthält Leitungen zur Übertragung von Hochfrequenzstrom und (bei manchen Geräten) Signalleitungen zur Steuerung des Spulenschalters. Das Kabel muss Hochfrequenzbeständigkeit, Hochtemperaturbeständigkeit und gute Flexibilität aufweisen, um die Bedienung des Handhelds zu erleichtern.